Ė▀╦┘õō▄ł▌üĄ─╝╝ąg(sh©┤)å¢Ņ}įō╚ń║╬╠Ä└Ē─ž�����Ż┐
░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2021-09-13 ×gė[Ż║┤╬
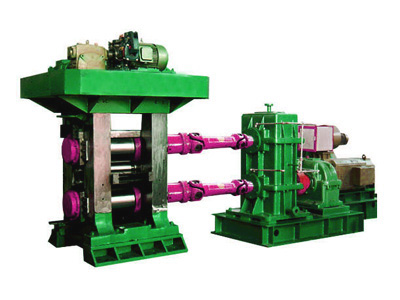
╬ęéā?c©©)┌ī?sh©¬)╩®║Ž└ĒĄ─▄ł▌ü└õģsĘĮ╩Į���ĪŻĖ▀╦┘õō▓─┘|(zh©¼)¤ß┼“├ø┴┐┤¾�����Ż¼▌ü£žĘų▓╝▓╗╝čęū«a(ch©Żn)╔·▓╗Š∙䓤ß┼“├ø║═č§╗»─ż«É│Ż├ō┬õ�����Ż¼ė░Ēæ▄ł▌üĄ─¤ß═╣Č╚║═▌ü┐pŠ½Č╚����ĪŻė░ĒæĖ▀╦┘õō▄ł▌üč§╗»─ż║═¤ß═╣Č╚Ą─ĻP(gu©Īn)µIę“╦ž╩Ū▄ł▌ü▌ü├µ£žČ╚����Ż¼Ž┬├µŠ═ė╔║Ńą±ÖC(j©®)ąĄąĪŠÄ╬ęüĒĮo┤¾╝ę║å(ji©Żn)å╬Ą─ųvĮŌę╗Ž┬�ŻĪ
ę“┤╦�Ż¼└ĒŽļĄ─▄ł▌ü└õģsĘĮ╩ĮĪó┐sČ╠▌ü├µ╠Äė┌Ė▀£žĀŅæB(t©żi)Ą─Ģr(sh©¬)ķg��Ż¼╩Ū┐žųŲ▌ü├µĄ─č§╗»─ż║±Č╚��Īó┐žųŲ¤ß═╣Č╚���Īó£p╔┘¤ß┴č╝yĄ─ųžę¬╩ųČ╬�ĪŻ¤ß▄ł▀^│╠ųą▄ł▌üĄ─╦▓Ģr(sh©¬)Įėė|£žČ╚×ķ600ĪµĪ½750Īµ���Ż¼▌ü¾w£žČ╚│¼▀^50Īµ����Ż¼▌ü├µÅ─Įėė|╗Ī│÷üĒ║¾����Ż¼▒žĒÜ▒M┐ņīó£žČ╚ė╔700ĪµĮĄų┴300ĪµęįŽ┬Ż¼ęįĘ└ų╣▀M(j©¼n)ę╗▓Įč§╗»��ĪŻ▄ł▌üĮø(j©®ng)▀^╦▓Ģr(sh©¬)Ė▀£žĮėė|ģ^(q©▒)║¾����Ż¼┐ņ╦┘╣żū„į┌100%╦«└õŁh(hu©ón)Š│ųąėą└¹ė┌╔·│╔Š▀ėą▌^╝č▒Żūo(h©┤)ąį─▄Ą─Fe3O4č§╗»─żĪŻ
╝ė┤¾│÷┐┌é╚(c©©)└õģs╦«┴┐����Īó£p╔┘╚ļ┐┌é╚(c©©)╦«┴┐ĪóĮĄĄ═Ūą╦«░ÕĖ▀Č╚┐╔ęį╝ėÅŖ(qi©óng)▄ł▌üĄ─└õģsą¦╣¹��Ż¼Ą½╚į┤µį┌▌ü├µ£žČ╚Ė▀����ĪóĘų▓╝▓╗Š∙ä“Ą─å¢Ņ}ĪŻ═©▀^ā×(y©Łu)╗»▄ł▌ü└õģs╦«Ęų▓╝���Ż¼╝ė┤¾▄ł▌üųą▓┐Ą─└õģs╦«┴┐����Ż¼─▄ē“├„’@ĮĄĄ═▌ü├µ£žČ╚���ĪóĖ─╔Ų£žČ╚Ęų▓╝Š∙ä“ąį���ĪŻ
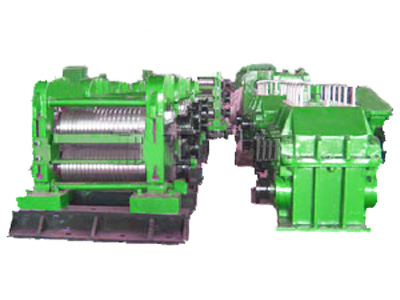
└¹ė├╣ż╦ćØÖ(r©┤n)╗¼╝╝ąg(sh©┤)ĪŻ¤ß▄ł╣ż╦ćØÖ(r©┤n)╗¼╝╝ąg(sh©┤)╩ŪųĖį┌▄ł╝■▀M(j©¼n)╚ļ▌ü┐pŪ░▒Ē├µćŖ╔õė═╦«╗ņ║Žä®���ĪŻė╔ė┌¤ß▄łØÖ(r©┤n)╗¼ä®╚╝¤²─▄ą╬│╔╚╝¤²Üł┴¶╬’�����Ż¼═¼Ģr(sh©¬)ØÖ(r©┤n)╗¼ä®į┌ūāą╬ģ^(q©▒)Ą─Ė▀£ž����ĪóĖ▀ē║Ž┬░l(f©Ī)╔·Ų¹╗»║═ĘųĮŌŻ¼ą╬│╔Ė▀£ž���ĪóĖ▀ē║Ą─ÜŌē|���Ż¼╚╝¤²Üł┴¶╬’╝░ÜŌē|┐╔īó▄ł▌ü┼cĦõōĖ¶ķ_Ż¼ŲĄĮØÖ(r©┤n)╗¼ū„ė├�Ż¼ĮĄĄ═▄ł▌ü┼c░ÕĦķgĄ──”▓┴ŽĄöĄ(sh©┤)ĪŻ
¤ß▄ł╣ż╦ćØÖ(r©┤n)╗¼─▄ą╬│╔Ė▓╔wĖ▀╦┘õō▄ł▌ü▌ü├µĄ─▒Żūo(h©┤)─ż�����Ż¼ūĶĄK▄ł╝■Ž“▄ł▌ü鄤ß���Ż¼ĮĄĄ═▄łųŲ┴”��Īó▌ü£ž▓ó£p╔┘─źōp�ĪóĖ─╔Ų▌ü├µĀŅæB(t©żi)Ż¼═¼Ģr(sh©¬)▀Ć┐╔ęįĘ└ų╣č§╗»ĶFŲżĄ─ē║╚ļ����Ż¼╠ßĖ▀Ħõō▒Ē├µ┘|(zh©¼)┴┐ĪŻ│²┤╦ų«═Ō��Ż¼═©▀^ÖC(j©®)╝▄ķg└õģsüĒ║Ž└Ē┐žųŲ░ÕĦ▒Ē├µ£žČ╚����Ż¼╩╣░ÕĦ▒Ē├µą╬│╔śO▒ĪĄ─FeOīė���Ż¼ī”(du©¼)ė┌ĮĄĄ═Ė▀╦┘õō▄ł▌ü┼c░ÕĦķgĄ──”▓┴ŽĄöĄ(sh©┤)����Ż¼▒Żūo(h©┤)▌ü├µč§╗»─ż��Īó£p╔┘▄ł▌ü─źōp��ĪóĮĄĄ═▄łųŲžō(f©┤)║╔ę▓╩ŪĘŪ│Żėą└¹Ą─���ĪŻ
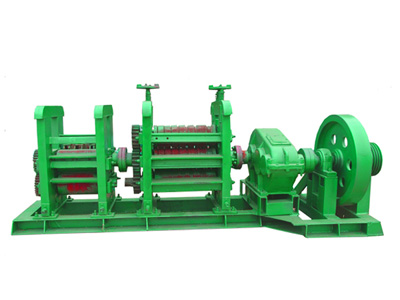
ā×(y©Łu)╗»▌üą═įO(sh©©)ų├�����ĪŻį┌š²│Ż└õģsŚl╝■Ž┬��Ż¼Ė▀╦┘õō▄ł▌üĄ─¤ß┼“├ø┴┐×ķ100”╠mĪ½150”╠m���Ż¼│¼▀^é„Įy(t©»ng)▓─┘|(zh©¼)¤ß▄ł▌üĄ─¤ß┼“├ø┴┐���ĪŻ×ķ┴╦ča(b©│)āö¤ß┼“├ø«a(ch©Żn)╔·Ą─¤ß═╣Č╚Ż¼½@Ą├ĘĆ(w©¦n)Č©Ą─▄łųŲ▌ü┐p║═Š∙ä“Ą─▄łųŲ┴”Ęų▓╝��Ż¼▒▄├Ō▌ü├µæ¬(y©®ng)┴”╝»ųą║═č§╗»─żŲŲōp��Ż¼Ė▀╦┘õō▄ł▌üąĶįO(sh©©)ų├ā×(y©Łu)╗»Ą─│§╩╝═╣Č╚��ĪŻ▓╗═¼Ą─▄łųŲ«a(ch©Żn)ŲĘ║═▄łÖC(j©®)ÖC(j©®)ą═╦∙įO(sh©©)Č©Ą─│§╩╝═╣Č╚ę▓▓╗═¼����Ż¼¤ß▄łŠ½▄łÖC(j©®)Ū░Č╬ÖC(j©®)╝▄Ė▀╦┘õō╣żū„▌üĄ─│§╩╝═╣Č╚ę╗░ŃįO(sh©©)Č©×ķ50”╠mĪ½200”╠mĪŻ
─·┐╔─▄ī”(du©¼)ęįŽ┬ą┼ŽóĖą┼d╚ż���Ż┐