╚ń║╬šęĄĮ▌^▀m║ŽĮī┘│╔ą═æ¬(y©®ng)ė├Ą─ÖCŲ„��Ż┐
░l(f©Ī)▓╝ĢrķgŻ║2021-09-15 ×gė[Ż║┤╬
╚ń║╬šęĄĮ▌^▀m║ŽĮī┘│╔ą═æ¬(y©®ng)ė├Ą─ÖCŲ„����Ż┐─Ū├┤Ż¼****╝■╩┬Š═╩ŪŻ║─·ŽŻ═¹│╔ą═▓┘ū„═Ļ│╔╩▓├┤���Ż┐─·ę¬ą╬│╔ę╗ŽĄ┴ą┴Ń╝■åß����Ż┐─·ę¬Ė▀«a(ch©Żn)┴┐åß�����Ż┐─·Žļę¬ę╗éĆ║├Ą─▓┘ū„åT─▄ē“╔·«a(ch©Żn)│÷║├Ą─┴Ń╝■åß���Ż┐ģóęŖłD1ųąĄ─łD▒Ē����ĪŻ╝┘įO(sh©©)─·ų╗─▄▀xō±ā╔éĆ���Ż¼─Ū├┤���Ż¼──éĆ▌^ųžę¬���Ż┐ē║ÅØÖCĖ³āAŽ“ė┌Ž“ę╗ŽĄ┴ą«a(ch©Żn)ŲĘāAą▒Ż©łDųąĄ─Ēö▓┐łA╚”Ż®Ż¼Č°ėĪ░µ▌üĖ³Ž“Ė▀«a(ch©Żn)┴┐āAą▒�����ĪŻ╚ń╣¹─·ėą║├Ą─▓┘ū„åT���Ż¼─Ū├┤ā╔š▀Č╝┐╔ęįųŲįņ│÷£╩┤_Ą─┴Ń╝■�ĪŻ
╝┘įO(sh©©)─·ėąę╗éĆ▌^┤¾Ą─�����Ż¼┐ńįĮ╣ż╝■īÆČ╚Ą─Æ▀┬ė░ļÅĮ��Ż¼─Ū├┤���Ż¼──ĘNÖCŲ„▌^▀m║Ž▀@ĒŚ╣żū„Ż¼╩ŪėĪ░µ▌ü▀Ć╩Ūš█ÅØÖC��Ż┐«ö(d©Īng)╚╗Ż¼▀@╚ĪøQė┌┴Ń╝■Ą─Äū║╬ą╬ĀŅęį╝░▓─┴ŽĄ─Ą╚╝ē║═║±Č╚��ĪŻ┴Ń╝■öĄ(sh©┤)┴┐║═ŅA(y©┤)╦Ńę▓Ųū„ė├�ĪŻ┐╝æ]ę╗Ž┬─·«ö(d©Īng)Ū░Ą──▄┴”Ż║──éĆ▀^│╠īóį÷ÅŖ─·Ą─ĖéĀÄ┴”�Ż┐
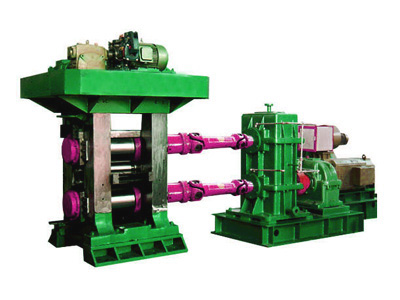
łD1į┌øQČ©ę¬═Ļ│╔Ą─│╔ą╬▓┘ū„ĢrŻ¼šł┐╝æ]ęįŽ┬╚²éĆę“╦ž�����ĪŻ
ū÷│÷š²┤_Ą─▀xō±ąĶę¬┤_ŪąĄžų¬Ą└ėĪ░µØLäė║═š█ÅØųŲäėŲ„┐╔ęį═Ļ│╔Ą─╣żū„����ĪŻš█ÅØÖC▓╗āH┐╔ęįū÷90Č╚Ą─ÅØÅØŻ¼Č°Ūęš¹░µ╝łŠĒę╗╠ņ┐╔ęįū÷Ą─▒╚ØL═▓╝łŠĒ▀Ćę¬ČÓ����ĪŻ
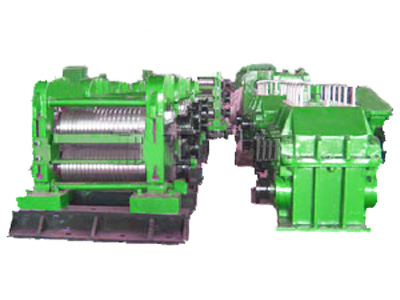
ūā┴┐▒╚▒╚Įį╩ŪŻ¼▓óŪę┐╔─▄║▄ļyų¬Ą└Å───└’ķ_╩╝���ĪŻĄ½╩Ū����Ż¼▌^ųžę¬Ą─╩Ū�����Ż¼ąĶę¬┤_ŪąĄž┴╦ĮŌ├┐┼_ÖCŲ„╚ń║╬į┌╣ż╝■ųąą╬│╔┤¾░ļÅĮŻ¼ęį╝░╩╣ų«│╔×ķ┐╔─▄Ą─┐ž╝■���Ż¼╣żŠ▀║═▄ł▌ü┼õų├Ż©šłģóęŖłD2Ż®�ĪŻ
▓─┴ŽÅŖČ╚��Ż¼║±Č╚║═░ļÅĮ
╚╬║╬│╔ą═ĒŚ─┐Č╝ąĶę¬Å─▓─┴Ž╠žąįķ_╩╝�����Ż¼░³└©Ū³Ę■ÅŖČ╚║═┐╣└ŁÅŖČ╚���Ż¼ę¬ą╬│╔Ą─░ļÅĮęį╝░┴Ń╝■Ą─ķLČ╚�Ī�����Ż┐╣└ŁÅŖČ╚įĮĖ▀�����Ż¼░ļÅĮįĮąĪ����Ż¼ätąĶꬹ╬│╔Ą─ē║┴”įĮ┤¾ĪŻĖ³┤¾Ą─ē║┴”═©│ŻęŌ╬Čų°Ė³┤¾Ą─ōŽČ╚�����Ż¼▀@Ę┤▀^üĒĢ■Ė─ūā─·Ą─ÖCŲ„ę¬Ū¾���ĪŻ
═¼śė����Ż¼▓╗ę¬═³ėø▓─┴Ž╠žąįĄ─ūā╗»����Ż¼░³└©Ų¼▓─╗“░Õ▓─Ą─▌^ąĪ║═▌^┤¾║±Č╚Ż¼ęį╝░▓─┴ŽŪ³Ę■ÅŖČ╚║═└Ł╔ņÅŖČ╚Ą─ūā╗»�ĪŻ╦∙ėą▀@ą®Č╝Ģ■ī”│╔ą═┴Ń╝■«a(ch©Żn)╔·ė░ĒæĪŻ¤ošō╩Ūį┌š█ÅØÖC╔Ž│╔ą═▀Ć╩Ūį┌ē║▌ü╔Ž│╔ą═���Ż¼ÖCŲ„▓┘ū„åTČ╝ų¬Ą└�Ż¼«ö(d©Īng)ą┬ę╗┼·╬’┴Žū▓ō¶Ąž░ÕĢr��Ż¼Ģ■░l(f©Ī)¼F(xi©żn)┴Ņ╚╦Ņ^═┤Ą─╩┬ŪķŻ¼╦¹éā░l(f©Ī)¼F(xi©żn)Ųõ╬╗ė┌ųĖČ©║±Č╚ĘČć·Ą─┴Ēę╗Č╦����ĪŻ
▓─┴Žąį─▄Ą─ūā╗»Ģ■į┌╚╬║╬Įī┘│╔ą╬▓┘ū„ųąÄ¦üĒ╠¶æ(zh©żn)Ż¼ė╚Ųõ╩Ū┤¾░ļÅĮĘĮ├µ���ĪŻ▀@┼c┤¾░ļÅĮĄ─ą╬│╔ĘĮ╩Įęį╝░╗žÅŚĄ─ė░ĒæėąĻP(gu©Īn)��ĪŻ│²┴╦─│ą®š█ÅØÖC┤“Ąū╗“ē║ėĪįO(sh©©)ų├ų«═Ō�Ż¼ą╬│╔▌^┤¾Ą─░ļÅĮĢ■Ę┼┤¾╗žÅŚ║═ļS▓─┴Ž╠žąįČ°ūā╗»Ą─Ųõ╦¹▀^│╠ūā┴┐Ą─ė░Ēæ�ĪŻ─·Ą─▓─┴ŽŻ©░³└©║±Č╚║═ÅŖČ╚Ż®įĮę╗ų┬Ż¼│╔ą╬Š═įĮę╗ų┬����ĪŻ
Ų½▐D(zhu©Żn)║═╝ė├ß
¤ošō╩Ūį┌š█ÅØÖC▀Ć╩Ūį┌░Õ▌ü╔Ž│╔ą═Ż¼─┐Ą─Č╝╩Ūį┌╣żŠ▀╗“▌üĮėė|╣ż╝■Ą─╚╬║╬ĄžĘĮ▒Ż│ųŲĮąąĄ─ē║┴”ŠĆ�����ĪŻ▓╗ąęĄ─╩Ū����Ż¼╬’└ĒīW(xu©”)▀`▒│┴╦▀@ę╗└ĒŽļŻ¼ī¦(d©Żo)ų┬┴╦Ų½▐D(zhu©Żn)����ĪŻš█ÅØÖC║═ėĪ░µ▌üČ╝Š▀ėą═╣│÷ĘĮĘ©����Ż¼▀@ą®═╣│÷ĘĮĘ©Ģ■ī¦(d©Żo)ų┬ÖCŲ„ūāą╬����ĪŻ«ö(d©Īng)ÖCŲ„Ų½ą▒Ģr�Ż¼Å─ÖCŲ„ę╗Č╦ĄĮ┴Ēę╗Č╦╦∙╩®╝ėĄ─│╔ą═ē║┴”▓╗╩Ū║ŃČ©Ą─ĪŻ
š█ÅØÖC║═ėĪ░µ▌üį┌Ųõé╚(c©©)╝▄╔ŽĄ─äéČ╚▌^Ė▀���Ż¼Č°į┌ųą▓┐Ą─äéČ╚▌^Ą═����ĪŻ╚ń╣¹ÖCŲ„ø]ėą╝ė╣┌Ą─ĘĮĘ©���Ż¼ät╣ż╝■īóŲ╚╩╣ÅØŪ·ģ^(q©▒)ė“Ą─ųą▓┐ÅØŪ·�����ĪŻ
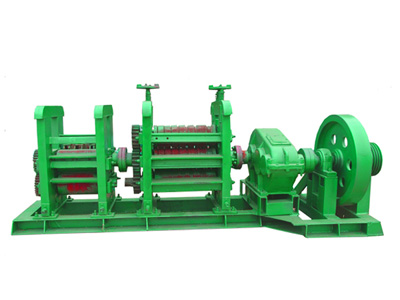
╝ė├ߥųŽ¹┴╦▀@ĘNė░Ēæ��ĪŻį┌š█ÅØÖCųą��Ż¼▀@╩Ū═©▀^╩╣ė├ųT╚ńį┌š█ÅØÖC┤▓Ž┬ĘĮ▓▀┬įąįĄžĘ┼ų├ą©ēKų«ŅÉĄ─čbų├üĒīŹ¼F(xi©żn)Ą─��Ż¼įōčbų├į┌│╔ą═ų▄Ų┌ųąį┌╝ė▌dų«Ū░Ė─ūāŪ░╣┌�ĪŻŲõ╦¹╣┌├ߎĄĮy(t©»ng)╩╣ė├ę║ē║ŽĄĮy(t©»ng)Ż©šłģóęŖłD3Ż®ĪŻ
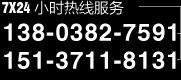
į┌║±░Õ▌üųą�����Ż¼═╣├µį┌▌üųąŻ©šłģóęŖłD4Ż®��ĪŻ╣┌ĀŅ▌üĄ─ų▒ÅĮį┌ųąķg┬į┤¾�����Ż¼▓óŪę╝Ü╬óĄ─Ī░═╣ŲĪ▒ĄųŽ¹┴╦ōŽČ╚���ĪŻ
ė╔ė┌▌ü═▓▒Š╔Ēā╚(n©©i)ų├ėą═╣░╝Č╚��Ż¼ę“┤╦ŲĮ░Õ▌üßśī”╠žČ©║±Č╚ĘČć·Ż©═©│Ż╩ŪÖCŲ„ś╦(bi©Īo)ĘQ╚▌┴┐Ą─75ŻźŻ®Ą─▌^╝č═╣░╝Č╚Č°įO(sh©©)ėŗ����ĪŻś╦(bi©Īo)ĘQ▄łųŲ─▄┴”Š▀ėą0.75ėó┤ńĄ─▌^╝č═╣Č╚����ĪŻ║±░Õ�Ż¼Ą½ī”ė┌0.25ėó┤ń║±Ą─▓─┴Ž�Ż¼┐╔─▄Ģ■│÷¼F(xi©żn)▀^Č╚Ą─═╣Č╚Ż©╝┤Ż¼į┌ŠĒ═▓ųąķgĄ─═╣Ų╠½┤¾Ż®�����ĪŻ▀^Č╚Ą─┬ĪŲĢ■į┌ųąķg▀^Č╚öDē║╣ż╝■�����Ż¼Å─Č°«a(ch©Żn)╔·╔│┬®ą╬ĀŅ��ĪŻŽÓĘ┤���Ż¼▓╗│õĘųĄ─┬ĪŲĢ■ī¦(d©Żo)ų┬┤“─źŻ¼ŲõųąłAų∙ų▒ÅĮį┌ųąķg┤¾ė┌ā╔Č╦����ĪŻŽÓ═¼Ą─ą¦╣¹┐╔ęįą╬│╔Š▀ėą¬Ü─Šų█ą╬ĀŅĄ─░ļÅĮ▓┐ĘųŻ¼į┌ųąą─═╣│÷▓óŪęį┌─®Č╦ūāŠo�ĪŻ
×ķ┴╦ĮŌøQ▀@éĆå¢Ņ}Ż¼─│ą®š█ÅØÖC║═ėĪ░µØL═▓¼F(xi©żn)į┌╠ß╣®┴╦äėæB(t©żi)═╣├µŽĄĮy(t©»ng)�����Ż¼įōŽĄĮy(t©»ng)╩╣ė├é„ĖąŲ„üĒÖz£yē║┴”▓ó╩®╝ė╦∙ąĶĄ─čaāöĪŻī”ė┌š█ÅØÖC���Ż¼▀@╔µ╝░īóą©ą╬╝■╗“ŅÉ╦ŲÖCśŗ(g©░u)į┌▀m«ö(d©Īng)?sh©┤)─╬╗ų├ęį▀m«ö(d©Īng)?sh©┤)─┴┐ęŲäėĄĮ┤▓Ž┬ĘĮ���ĪŻį┌║±░Õ▌ü╔ŽŻ¼äėæB(t©żi)═╣├µŽĄĮy(t©»ng)┐╔ęį╩ųäė╗“ūįäėš{(di©żo)š¹▌üē║�ĪŻ
¤oōpÅØŪ·
į┌š█ÅØÖCŅI(l©½ng)ė“Ż¼░▒╗∙╝ū╦ßę꧟ø_Ņ^║═ø_─Żęį╝░░▒╗∙╝ū╦ßę꧟─zĦ┐╔ęįÄ═ų·š█ÅØÖC«a(ch©Żn)╔·¤oōpé¹Ą─ÅØŪ·����ĪŻį┌ėĪ░µ▄łųŲŅI(l©½ng)ė“Ż¼┐╔ęįėå┘ÅĦėąÆü╣Ō�Ż¼Š½─ź▌üĄ─ėĪ░µ▌üŻ¼įō▌üęūė┌ŪÕØŹ���Ż¼▓óŪę▓╗Ģ■Ž±é„Įy(t©»ng)▌ü─ŪśėŅlĘ▒Ąž╩š╝»▄łÖCč§╗»Ųż�ĪŻ
«ö(d©Īng)╚╗�Ż¼¤oäØ║█Ą─ÅØŪ·ąĶ꬚²┤_Ą─│╠ą“║═ųö╔„Ą─╣żŠ▀╠Ä└ĒĪŻŠ½├▄čą─źĄ─▌üūėęčĮø(j©®ng)ė▓╗»����Ż¼Ą½╚į╚╗Ģ■ōpē─Ż¼ę“┤╦▓┘ū„åTąĶę¬ūóęŌ╦³éā═©▀^▌üūėé„╦═Ą─ā╚(n©©i)╚▌�����Ż¼ė╚Ųõ╩Ūį┌▄łųŲ¬MšŁĄ─╣ż╝■ĢrŻ¼ÖCŲ„īó╦∙ėąē║┴”╝»ųąį┌║▄ąĪĄ─ģ^(q©▒)ė“╔Ž���ĪŻ
▌^ąĪĘ©╠m║═ÅØŪ·ŲĮ├µ
š█ÅØÖCų°č█ė┌▌^ąĪĘ©╠mķLČ╚���ĪŻ╩╣ė├é„Įy(t©»ng)╣żŠ▀Ą─ÖCŲ„¤oĘ©═Ļ╚½ą╬│╔▓─┴Ž▀ģŠēĪŻ▌^ąĪĘ©╠mķLČ╚═©│Ż┤_Č©×ķ─ŻŠ▀ķ_┐┌Ą─░┘Ęų▒╚�ĪŻ▒Š┘|(zh©¼)╔ŽŻ¼į┌š¹éĆ│╔ą═ų▄Ų┌ųą���Ż¼░ÕČ╝▒žĒÜ─▄ē“└╬╣╠ĄžĘ┼ų├į┌─ŻŠ▀╔ŽĪŻę▓Š═╩Ūšf��Ż¼į÷┴┐ÅØŪ·Ż©╔į║¾Ģ■įö╝ÜĮķĮBŻ®═©│Ż╩╣ė├Š▀ėą¬MšŁ─ŻŠ▀ķ_┐┌Ą─╝ŌõJ─ŻŠ▀���Ż¼ę“┤╦▌^Ą═Ę©╠mę¬Ū¾═©│Ż▓╗╩Ūå¢Ņ}�����ĪŻ┤╦═Ō���Ż¼╠ž╩ŌĄ─╣żŠ▀╝»Ż©└²╚ńĦėąė├ė┌£y┴┐╗“ą²▐D(zhu©Żn)Ī░ęĒą╬Ī▒─ŻŠ▀Ą─ā╚(n©©i)ų├ų╣äė╝■Ą─╚ßąįŠ█░▒§ź─ŻŠ▀Ż®┐╔ūī─·į┌ę╗┤╬┤“ō¶ųąą╬│╔Äū║§╔§ų┴š¹éĆ▀ģŠēĄ─░ļÅĮ�����ĪŻ
į┌─│ą®ŪķørŽ┬�����Ż¼╩ūŽ╚īó░Õ▓─į┌ĘQ×ķĪ░ŅA(y©┤)ÅØÖCĪ▒Ą─┴Ēę╗┼_ÖCŲ„╔ŽÅØŪ·�����Ż¼╚╗║¾īóŲõ╦═╚ļš█ÅØÖC▀Mąą▀fį÷ÅØŪ·�����Ż¼įō░Õ▓─īŹļH╔Žį┌░Õ▓─Ą─▀ģŠēÄū║§ø]ėąŲĮ╠╣�ĪŻ▀@╩Ūę╗ĘNį┌║±▒┌╣▄ąąśI(y©©)ųąŠ▀ėąėŲŠ├Üv╩ĘĄ─╝╝ąg(sh©┤)����Ż¼─┐Ū░š²┬¹čėĄĮŲõ╦¹ŅI(l©½ng)ė“ĪŻ▀@ĘNŅÉą═Ą─│╔ą╬Ą─����Ż¼ėąĢr▒╗ĘQ×ķ═╗ŠēŻ¼┐╔ęįė├š²┤_Ą─ÖCŲ„║═─ŻŠ▀�ĪŻ
į┌ųą║±░Õ▄łųŲųą��Ż¼─·į┌Ū░Šē║═║¾ŠēČ╝ėą╬┤ÅØŪ·Ą─ŲĮ├µ▓┐Ęų�����ĪŻ═©│Ż║▄╔┘ę²ŲūóęŌ���Ż¼╠žäe╩Ūį┌Įī┘░Õ║═▄łųŲ│╔┤¾ų▒ÅĮĄ─░ÕųąĪŻĄ½╩Ū╦³éāį┌─Ū└’�Ż¼▓óŪę▓╗┐╔▒▄├ŌŻ¼ę“×ķē║Šo▌üąĶę¬ę╗éĆĘ┼ų├▓─┴ŽĄ─ĄžĘĮ���ĪŻ
ĘQ×ķŅA(y©┤)ÅØŪ·Ą─▓┘ū„┐╔▌^┤¾│╠Č╚Ąž£p╔┘ėĪ░µŪ░Šē║═║¾ŠēĄ─ŲĮ╠╣▓┐Ęų���ĪŻį┌Ąõą═įO(sh©©)ų├ųąŻ¼▓┘ū„åTł╠(zh©¬)ąąĄĮŪ░Šē║═║¾ŠēĄ─ÅØŪ·���Ż¼═©│ŻĖ∙ō■(j©┤)æ¬(y©®ng)ė├║═▓─┴ŽĄ─▓╗═¼Ż¼┴¶│÷║±Č╚×ķ▓─┴Ž║±Č╚1.5ĄĮ2.5▒ČĄ─╬┤ÅØŪ·ŲĮ├µ���ĪŻ
ī”ė┌┼RĮń│▀┤ńĄ─łAų∙▄łųŲ���Ż¼▓┘ū„┐╔─▄Ģ■▀xō±▄łųŲłAų∙¾w���Ż¼║ĖĮė┐vŽ“Įė┐pŻ¼īóŲõ─ź╝Ü�Ż¼╚╗║¾ųžą┬▄łųŲęįŽ¹│²╬┤ÅØŪ·Ą─ŲĮ├µĪŻĄ½į┌┤¾ČÓöĄ(sh©┤)ŪķørŽ┬�����Ż¼╚įĢ■▒Ż┴¶▌^ąĪĄ─ÅØŪ·▓┐Ęų�ĪŻ
║ĖĮėĦüĒ┴╦┴Ēę╗éĆå¢Ņ}Ż║║ĖĮėļŖį┤┐╔─▄Ģ■ī”ĖĮĮ³Ą─ėĪ░µ▌üĄ─┐žųŲŽĄĮy(t©»ng)įņ│╔śO┤¾Ą─ļŖÜŌōpē─ĪŻ┤_▒Ż║ĖĮėĄž├µį┌┴Ń╝■╔Ž����Ż¼Č°▓╗į┌ÖCŲ„╔ŽĪŻ▓╗╚╗Ą─įÆ��Ż¼┐╔─▄įņ│╔ļŖÜŌōpē─��Ż¼ätėą▒žę¬═Č┘Y╔²╝ēĄ─Ų┴▒╬ļŖūėŽĄĮy(t©»ng)��Ż¼ęį▒ŻūoėĪ░µØL═▓Ą─ļŖūėįO(sh©©)éõ����ĪŻ
š█ÅØÖC╔ŽĄ─į÷┴┐ÅØŪ·
š█ÅØÖC¤o╠Ä▓╗į┌╩ŪėąįŁę“Ą─Ż║╦³éāė├╠ÄĘŪ│ŻÅVĘ║Ż¼▓óŪę┐╔ęį╩╣ė├Ė„ĘNĖ„śėĄ─ÖCŲ„ĪŻ╦³éā«ö(d©Īng)╚╗┐╔ęįÅØŪ·Ė„ĘNĮŪČ╚��Ż¼¤ošō╩ŪÅłķ_��Ż¼õJĮŪ▀Ć╩Ū90Č╚�����ĪŻĄ½╩Ū╦³éāę▓┐╔ęįą╬│╔┤¾░ļÅĮĄ─┴Ń╝■��Ż¼▓ó═©▀^▀m«ö(d©Īng)?sh©┤)─╣żŠ▀╔§ų┴┐╔ęįą╬│╔łAų∙¾w║═Ųõ╦¹Å═(f©┤)ļsą╬ĀŅ�����ĪŻ
ę╗ą®æ¬(y©®ng)ė├│╠ą“ąĶę¬╠ž╩ŌĄ─╣żŠ▀üĒäō(chu©żng)Į©┤¾░ļÅĮĄ─ÅØŪ·���ĪŻī”ė┌▌^▒ĪĄ─æ¬(y©®ng)ė├�����Ż¼łAą╬╗“▌^īÆĄ─░ļį┬ą╬ø_Ņ^┼c╚ßąį░▒╗∙╝ū╦ߧź─ŻŠ▀ŽÓŲź┼õ��Ż¼┐╔ęįīóĮī┘▒Ī░Õšµš²ĄžĪ░░³╣³Ī▒į┌ø_Ņ^ą╬ĀŅų▄ć·Ż¼ų╗ąĶÄū┤╬ō¶┤“Š═┐╔«a(ch©Żn)╔·▌^┤¾Ą─Æ▀┬ė░ļÅĮ�ĪŻ
łD2š█ÅØÖC║═ÅØ▌üČ╝┐╔ęįą╬│╔┤¾░ļÅĮĄ─ÅØŪ·ĪŻ▌^║├Ą─▀xō±╚ĪøQė┌æ¬(y©®ng)ė├│╠ą“Ą─ę¬Ū¾ęį╝░Š¦łAÅSĄ─ĘNŅÉ║═╣żū„┴┐ĪŻ
Ą½╩Ū����Ż¼ųŲäėŲ„ę▓┐╔ęį═©▀^│ŻęÄ(gu©®)Ą─┐šÜŌÅØŪ·üĒą╬│╔▌^īÆĄ─░ļÅĮ║═łAų∙¾wŻ¼į┌▀@ĘNŪķørŽ┬��Ż¼▓─┴Ž┐┐ų°║¾ō§┴ŽČ©╬╗���Ż¼▓óŪę░ļÅĮ?j©®ng)_Ņ^Ž┬ĮĄĄĮVą═─Ż����ĪŻĄ½╩Ū�����Ż¼ø_Ņ^▓óø]ėąŽ┬ĮĄĄĮ─ŻŠ▀┐šķgųąęįīó╣ż╝■ÅØŪ·ĄĮ╠žČ©ĮŪČ╚���Ż¼Č°╩Ūų╗╩Ūīó▓─┴Ž╔į╬óĪ░ū▓Ī▒╚ļ─ŻŠ▀ķ_┐┌ųą��ĪŻ├┐┤╬ø_│╠ų«║¾�����Ż¼▓─┴ŽČ╝Ģ■Ū░▀M�Ż¼╚╗║¾ųØuį÷╝ė░╝═╣Ż¼▀@Š═╩Ū×ķ╩▓├┤ėąĢrīóŲõĘQ×ķį÷┴┐ÅØŪ·Ą─įŁę“�Ż¼ų▒ĄĮ▀_ĄĮŅA(y©┤)Ų┌Ą─Ū·ŠĆĪŻ
į÷┴┐ÅØŪ·╩╝ė┌ų¬Ą└ÅØŪ·ĮŪČ╚║═š¹éĆÅØŪ·Ż©Å─ę╗éĆŪą³cĄĮ┴Ēę╗éĆŪą³cŻ®Ą─╗ĪķL�ĪŻ╚╗║¾Ż¼▓┘ū„åT┤_Č©į┌š¹éĆÅØĄ└╔Žę¬ū▀ČÓ╔┘▓Į╗“├³ųą�����ĪŻ╦¹Ą─ō¶┤“┤╬öĄ(sh©┤)įĮČÓ��Ż¼ę¶Ė▀Ż©ō¶┤“ų«ķgĄ─ķgŠÓŻ®įĮšŁ���Ż¼ÅØŪ·Ą─Ū·ŠĆą╬╩Įę▓īóįĮŲĮ╗¼���ĪŻ
ę▓Š═╩ŪšfŻ¼į÷┴┐ÅØŪ·ųąĄ─šŁķgŠÓĢ■Ę┼┤¾š`▓Ņ�����ĪŻ╚ń╣¹90Č╚į÷┴┐ÅØŪ·├┐2Č╚ėą45éĆ┼_ļA�Ż¼▓óŪę├┐éĆÅØŪ·╔įėąŲ½ļxŻ¼─Ū├┤Å─ąĪÕeš`ķ_╩╝Ą─ØLč®Ū“Š═┐╔─▄č▌ūā│╔ų„ę¬╚▒Ž▌��ĪŻ▀@╩Ū▒Ż│ųę╗ų┬Ą─▀^│╠ūā┴┐Ż©╣żŠ▀�Ż¼ÖCŲ„┐╔ųžÅ═(f©┤)ąį��Ż¼▓─┴Ž║±Č╚Ą╚Ż®╚ń┤╦ųžę¬Ą─įŁę“ų«ę╗ĪŻ
─ŻŠ▀Ą─▀xō±┼cé„Įy(t©»ng)Ą─┐šÜŌÅØŪ·═Ļ╚½▓╗═¼��Ż¼é„Įy(t©»ng)Ą─┐šÜŌÅØŪ·Ą─░ļÅĮ╩Ū─ŻŠ▀ķ_┐┌Ą─░┘Ęų▒╚����Ż¼Č°ø_Ņ^Ą─┤®═Ė╔ŅČ╚øQČ©┴╦ÅØŪ·ĮŪČ╚ĪŻ═╣³c═©│Ż░l(f©Ī)╔·į┌ā╔▒Čė┌╣Ø(ji©”)ŠÓīÆČ╚Ą─╝ŌõJø_─Ż╔Ž�����Ż¼▒M╣▄ø_─ŻĄ─▀xō±Ģ■ę“æ¬(y©®ng)ė├Č°«É��ĪŻ¤ošō╚ń║╬��Ż¼─·Ą─┬▌ŠÓįĮīÆ��Ż¼─ŻŠ▀Ą─ķ_Č╚Š═įĮ┤¾����Ż¼į÷┴┐ÅØŪ·Š═ūā│╔┴╦Ī░╦ķą╝Ī▒Ż¼į┌═Ō░ļÅĮ╔Žėą├„’@Ą─ÅØŪ·ŠĆ���ĪŻ
į┌│╠ą“ųąįO(sh©©)ų├įō┬▌ŠÓ�����Ż¼Å─Č°ęŲäė║¾ō§┴Ž���ĪŻį┌įSČÓæ¬(y©®ng)ė├ųą����Ż¼▓┘ū„åTīóĮī┘░Õ═ŲŽ“║¾ō§┴Ž����Ż¼▀@ėųīóĮī┘░Õ═ŲĄĮ├┐éĆ═╣Ų╠ÄĪŻę▓Š═╩Ūšf�Ż¼š█ÅØÖC▓┘ū„åT┐╔ęį╩╣ė├ę╗ŽĄ┴ąĄ─£y┴┐▓▀┬įüĒ┼÷ū▓░ļłAų∙¾w╗“╦─Ęųų«ę╗łAų∙¾węį╝░Ė„ĘNÅ═(f©┤)ļsĄ─ą╬╩ĮŻ¼╦∙ėą▀@ą®Č╝┐╔ęį║▄╚▌ęūĄžį┌╔Ņ║ĒĄ─š█ÅØÖC╔Žą╬│╔Ż©╝┤����Ż¼─ŻŠ▀║¾├µĄ─┐šķgŻ® ĪŻ
┼c░Õ▌ü▓╗═¼���Ż¼Š▀ėąš²┤_╣żŠ▀����Ż¼ćŹ╬╗║═┤▓╔ĒķLČ╚Ą─š█ÅØÖC┐╔ęįą╬│╔ĘŪ│Ż║±║═▒ĪĄ─▓─┴Ž���Ż¼▓óą╬│╔Ė„ĘNą╬ĀŅ�����Ż¼╔§ų┴╩ŪłAų∙¾w��ĪŻīŹļH╔Ž��Ż¼įSČÓųŲäėŲ„¤oąĶ╠ž╩Ō╣żŠ▀╝┤┐╔═Ļ╚½ą╬│╔ąĪų▒ÅĮÜŌĖū��ĪŻłAų∙¾wū▓ō¶ĄĮīóĮ³360Č╚����Ż¼Å─Č°×ķø_Ņ^┴¶│÷ūŃē“Ą─┐šķgęįą╬│╔▌^ĮKĄ─ū▓ō¶�����ĪŻ╚ń╣¹š█ÅØÖCŠ▀ėąūŃē“Ą─┤“ķ_Ė▀Č╚ęį▀mæ¬(y©®ng)ÜŌĖūų▒ÅĮ�����Ż¼ätū▓ÕN╠¦Ųø_Ņ^�����Ż¼ęį▒Ń▓┘ū„åTąČŽ┬╣ż╝■Ż¼╚╗║¾┐╔ęį└^└m(x©┤)ęŲäėĄĮ╣╠Č©čbų├�Ż¼įō╣╠Č©čbų├į┌║ĖĮė▌^ĮK┐vŽ“Įė┐pų«Ū░īóÜŌĖūā╔Č╦═ŲĄĮę╗ŲĪŻ
«ö(d©Īng)╚╗���Ż¼▀@āH▀mė├ė┌ę╗Č©ų▒ÅĮ║═║±Č╚Ą─łAų∙¾w�ĪŻĖ∙ō■(j©┤)æ¬(y©®ng)ė├ł÷║Ž��Ż¼╣żŠ▀║═┐“╝▄Ą─šŽĄK╬’┐╔─▄¤oĘ©╩╣š█ÅØÖCą╬│╔═Ļš¹Ą─360Č╚ę║ē║Ėū�����ĪŻį┌▀@ą®ŪķørŽ┬�Ż¼┐╔─▄ąĶę¬į┌Ė„éĆ▓┐Ęųųąą╬│╔┴Ń╝■▓óīóŲõ║ĖĮėį┌ę╗ŲĪŻ
Š▀ėąš²┤_╣żŠ▀║═£y┴┐┼õų├Ą─š█ÅØÖC╔§ų┴┐╔ęįą╬│╔łAÕF║═łAÕFą╬Įž├µ����ĪŻ┐┤ĄĮ╗ŅäėĄ─ųŲäėŲ„╩╣łAÕFą╬Įž├µ╗“łAų∙¾wÅØŪ·�����Ż¼▀@╝╚šf├„┴╦Ųõų„ę¬ā×(y©Łu)³c���Ż¼ę▓šf├„┴╦Ųõų„ę¬╚▒³c��ĪŻ═¼śė��Ż¼╦³Ą─ų„ę¬ā×(y©Łu)ä▌╩Ūņ`╗Ņąį�ĪŻ╦³┐╔ęįą╬│╔ę╗éĆłAÕFą╬▓┐ĘųŻ¼╚╗║¾╩ŪąĶę¬▀Mąą90Č╚ÅØŪ·Ą─┴Ēę╗▓┐Ęų�����Ż¼╚╗║¾╩ŪĦėąšŁ▀ģ═╣ŠēĄ─├µ░Õ�����ĪŻ▀@śė�����Ż¼╝┤╩╣į┌ā╔éĆų▒Ą─═╣Šē╗“Ųõ╦¹│╔ą═Ą─╠žš„ų«ķg��Ż¼╦³ę▓┐╔─▄į┌░ÕĄ─▀ģŠē╔ŽųØuÅØŪ·����Ż¼▀@ī”ė┌░ÕŠĒüĒšf╩Ū▓╗┐╔─▄ū÷ĄĮĄ─�����ĪŻ×ķ┴╦į┌ÅØŪ·Ēśą“▀^│╠ųą╠ß╣®ķgŽČęįą╬│╔Ė„ĘN┴Ń╝■Äū║╬ą╬ĀŅŻ¼ųŲäėŲ„┐╔ęįį┌š¹éĆÖC╝▄╔Ž╩╣ė├ĘųČ╬╣żŠ▀���ĪŻ─Ū╩ŪųŲ░µ╦∙▓╗─▄╠ß╣®Ą─┴Ēę╗éĆ║├╠Ä�����ĪŻ
łD3Ħėą▓╗▀m«ö(d©Īng)ŅA(y©┤)Šo═╣Č╚Ą─š█ÅØÖC┐╔─▄Ģ■«a(ch©Żn)╔·Ä¦ėą╣Łą╬Ą─┴Ń╝■����ĪŻ
ųŲäėŲ„┐╔ęįą╬│╔łAÕFą╬Įž├µĄ─╩┬īŹūC├„┴╦ņ`╗Ņąį�Ż¼Ą½▀@śėū÷ĢrĄ─┬²╦┘╦┘Č╚ģs’@╩Š│÷Ųõ╚§³cĪŻ╔§ų┴┐┤╦Ų║åå╬Ą─į÷┴┐ÅØŪ·ę▓┐╔─▄╩ŪŠÅ┬²Ą─▀^│╠���Ż¼▓óŪęśOŲõÅ═(f©┤)ļs���ĪŻ┤¾ČÓöĄ(sh©┤)ūįäėĮŪČ╚£y┴┐║═čaāöįO(sh©©)éõŻ©│▀┤ń£y┴┐╝ż╣ŌŲ„║═Ųõ╦¹įO(sh©©)ėŗė├ė┌│ŻęÄ(gu©®)┐šÜŌÅØŪ·Ą─é„ĖąŲ„Ż®Č╝¤oĘ©Öz£yĄĮ?j©®ng)_Ņ^į┌▓─┴Žųąą╬│╔Ą─├┐éĆį÷┴┐═╣Ų╦∙«a(ch©Żn)╔·Ą─▀^▌pĪ░ĮŪČ╚Ī▒ųąĄ─å¢Ņ}ĪŻČ°Ūę¤ošōķgŠÓČÓ├┤¬MšŁ�Ż¼äx▄ćČ╝¤oĘ©ØLäėŻ╗╦³╚į╚╗ąĶę¬┼÷ū▓╣ż╝■���Ż¼į┌Ųõ╔Ž┴¶Ž┬ÅØŪ·ŠĆ�ĪŻš²┤_Ą─╣żŠ▀┐╔ęį╩╣▀@ą®ŠĆŚlĘŪ│Ż╬ó├ŅŻ¼ėąĢrį┌š█ÅØĄ─═Ō▒Ē├µÄū║§┐┤▓╗ęŖ��Ż¼Ą½╦³éā?n©©i)į╚╗┤µį┌Ī?/span>
ŠC╔Ž╦∙╩÷���Ż¼─│ą®╔·«a(ch©Żn)Łh(hu©ón)Š│┤_īŹ│õĘų└¹ė├┴╦ųŲäėŲ„Ą─į÷┴┐ÅØŪ·─▄┴”����ĪŻ└²╚ń��Ż¼─│ą®╠ž╩ŌĄ─š█ÅØÖC�����Ż¼Š▀ėą╠ž╩Ōčb▌d��Ż¼╣żŠ▀║═ėŗ┴┐ŽĄĮy(t©»ng)Ą─┤¾ą═┤«┬ō(li©ón)╩ĮÖCŲ„����Ż¼┐╔ęįĘŪ│Żėąą¦Ąžą╬│╔ę╗éĆĮėę╗éĆĄ─ÜŌĖū�����ĪŻĄ½╩Ūš¹éĆŽĄĮy(t©»ng)╩Ūć·└@«a(ch©Żn)ŲĘ╗“«a(ch©Żn)ŲĘŽĄ┴ąįO(sh©©)ėŗĄ─�����ĪŻųŲČ©│╠ą“Ż¼▓─┴Žę╗ų┬����Ż╗Ū░Ż¼║¾�Ż¼╔§ų┴é╚(c©©)ęÄ(gu©®)▒Ż│ų╣ż╝■ĘĆ(w©¦n)Č©Ż╗╦∙ėą▀@ą®į¬╦žę╗Ų╣żū„ęįäō(chu©żng)Į©ėąą¦Ą─����Ż¼┐╔ųžÅ═(f©┤)Ą─▀^│╠ĪŻ
«ö(d©Īng)╚╗����Ż¼▀@▓╗╩ŪĄõą═Ą─▄ćķg╗“Ė▀«a(ch©Żn)ŲĘĮM║ŽųŲįņ╔╠Ą─ś╦(bi©Īo)£╩ĪŻ╚ń╣¹ųŲäėŲ„į┌┤¾ÜŌĖū▓┐Ęųų«║¾ą╬│╔┤¾ÜŌĖū▓┐Ęų�Ż¼╚╗║¾Įē╔Žś“╩ĮŲųžÖCęį▓┘┐v╣ż╝■Ż¼╚╗║¾ė╔ė┌▓┘ū„åT╗©┘MĢrķgįO(sh©©)ų├Ž┬ę╗┼·ū„śI(y©©)Ż©«ö(d©Īng)╚╗╩Ū═Ļ╚½▓╗═¼Ą─Ż®Č°╠Äė┌ķeų├ĀŅæB(t©żi)┐╔─▄ųĄĄ├ūą╝ÜÖz▓ķ�ĪŻ▀@┐╔─▄╩Ūę╗éĆć└ųžĄ─Ų┐ŅiĪŻ╚ń╣¹╩ŪĄ─įÆ����Ż¼š²┤_Ą─ėĪ░µØL═▓┐╔─▄Ģ■ėą╦∙Ä═ų·ĪŻ
ėĪ░µĄūŲß
į┌ėĪ░µØL═▓║═š█ÅØÖCų«ķg▀Mąą▀xō±▓╗╩Ū****▀xō±�Ż¼▀@ų„ę¬╩Ūė╔ė┌┐╔ė├Ą─Ė„ĘNÖCŲ„ŅÉą═�Ż¼░³└©ėĪ░µØL═▓���ĪŻ║±░Õ▄łųŲÖCŠ▀ėą▓╗═¼öĄ(sh©┤)┴┐Ą─▄ł▌ü║═▄ł▌ü┼õų├�Ż¼▓óŪę├┐┼_▄ł▌üęį▓╗═¼Ą─ĘĮ╩Į▓┘┐v▀@ą®▄ł▌ü��ĪŻę╗ą®▌^│ŻęŖĄ─░ÕŠĒÖC╩ŪŻ║
╚²▌üļpŅ^─¾����ĪŻ▀@ą®Įø(j©®ng)Ø·Ą─ėĪ░µ▌ü═∙═∙ęūė┌▓┘ū„ĪŻé╚(c©©)▌ü╬╗ė┌═¼ę╗▌SŠĆ╔ŽĄ─╣╠Č©Ēö▌üĄ─ū¾é╚(c©©)║═ėęé╚(c©©)�ĪŻ│§╩╝▀M┴Ž³c▀hČ╦Ą─é╚(c©©)▌üė├ū„║¾ō§┴Ž░ÕŻ¼ėąų·ė┌╩╣ėĪ░µö[š²��Ż¼ę“┤╦▓┘ū„åT¤oąĶų·╩ų╝┤┐╔▀\ąąÖCŲ„�����ĪŻ
ļpŅ^─¾║ŽÖC┐╔ęįį┌│╔ą═łAų∙¾wĢr┐ņ╦┘▀MąąŅA(y©┤)ÅØŪ·╣żū„��ĪŻį┌å╬Ņ^─¾║ŽÖCųą����Ż¼ų╗ėą▀hé╚(c©©)▌ü┐╔ęįł╠(zh©¬)ąąŅA(y©┤)ÅØŪ·Ą─│§╩╝ŖAŠo���Ż¼▀@ęŌ╬Čų°▓┘ū„åTąĶꬎ╚ÅØŪ·╣ż╝■Ą─ę╗Č╦�����Ż¼╚╗║¾ąČŽ┬���Ż¼ą²▐D(zhu©Żn)║═š{(di©żo)š¹░Õ����Ż¼ęį▒Ń═¼ę╗▌ü┐╔ęįł╠(zh©¬)ąą****éĆÅØŪ·ĄĮŽÓĘ┤Ą─▀ģŠē�ĪŻ
į┌ļp│§╩╝─¾║ŽÖCųąŻ¼ā╔éĆŽ┬▌üČ╝Ž“╣╠Č©Ą─╔Ž▌üęŲäė�����Ż¼ęį╩╣╦³éāł╠(zh©¬)ąą│§╩╝─¾║Žęį▀MąąŅA(y©┤)ÅØŪ·����ĪŻ▓┘ū„åTų╗ąĶīó░Õčbę╗┤╬╝┤┐╔ĪŻ▀hĄū▌üł╠(zh©¬)ąą****┤╬ŅA(y©┤)ÅØ�����Ż¼╚╗║¾▓┘ū„åTīó╬’┴Ž╦═╚ļ����Ż¼ęį▒ŃĮ³Ąū▌ü┐╔ęįį┌ŽÓī”Ą─▀ģŠē▀Mąą****┤╬ŅA(y©┤)ÅØ�����ĪŻ╚╗║¾Š═┐╔ęįķ_╩╝▄ł▌ü┴╦�ĪŻÖCŲ„Ą─é╚(c©©)▌üę▓┐╔ęįāAą▒ęį▀MąąłAÕFØLē║�����ĪŻ
╦─▌üÖC�����ĪŻ▀@ą®«a(ch©Żn)╔·▌^£╩┤_�Ż¼▌^┐ņĄ─š█ÅØĪŻ╦³éāīó░Õ└╬╣╠Ąž▒Ż│ųį┌Ž┬▌ü║═╔Ž▌üų«ķg���Ż¼Č°é╚(c©©)▌ü┤╣ų▒ęŲäėęį«a(ch©Żn)╔·ŅA(y©┤)Ų┌Ą─ÅØŪ·Č╚�ĪŻ╦³éāį╩įS┐ņ╦┘ŅA(y©┤)ÅØ�����ĪŻ═¼śė�����Ż¼¤oąĶ╚ź│²****┤╬ŅA(y©┤)ÅØĄ─▓─┴Ž�����Ż¼░Õ▀M┴Ž┐╔ęįį┌╚╬ę╗é╚(c©©)▀Mąą����ĪŻ├┐éĆ▌üČ╝ėąę╗éƬÜ┴óĄ─▌SŻ¼Å─Č°╠ßĖ▀┴╦£╩┤_ąį����Ż¼▓óŽ¹│²┴╦ī”▓┘ū„åTų·╩ųĄ─ąĶę¬ĪŻ
ÕF├µ▄łųŲŽÓī”║åå╬���Ż¼é╚(c©©)▌üāAą▒ęįĮ©┴óÕFĮŪ���ĪŻĄū▌üę▓┐╔ęįāAą▒ęį“ī(q©▒)äėłAÕFĄ─ų„▌SĪŻ
╚²▌ü┐╔ūāÄū║╬ą╬ĀŅ�����ĪŻ▀@ą®ÖCŲ„┐╔ęįĖ∙ō■(j©┤)Ēö▌üĄ─│▀┤ń▄łųŲ▌^ÅVĘ║Ą─▓─┴Ž║±Č╚║═ŅÉą═�ĪŻ╦³éā▀m║Ž║±░Õ║═ųą░ÕÅØŪ·���ĪŻŽ┬▌ü╦«ŲĮęŲäėŻ¼Č°╔Ž▌ü┤╣ų▒ęŲäė��Ż¼Å─Č°ī¦(d©Żo)ų┬│╔ą═äėū„��Ż¼▀@ī”ė┌╚╬║╬╩ņŽżš█ÅØÖC▓┘ū„Ą─╚╦üĒšfČ╝╩Ū┐╔ęįūRäeĄ─��ĪŻ
╦³éāŅÉ╦Ųš█ÅØÖCĄ─│╔ą═äėū„╩╣▀@ą®┐╔ūāÄū║╬ą╬ĀŅĄ─ÖCŲ„╚ń┤╦ņ`╗Ņ�ĪŻīóŽ┬▌üęĢ×ķš█ÅØÖC╔ŽĄ─┐╔ūāV─ŻĪŻīóĄū▌üęŲĄ├Ė³▀hŻ©Ė³īÆĄ─VŻ®Ģ■£p╔┘│╔ą═ćŹöĄ(sh©┤)�Ż¼▓ó╩╣ÖCŲ„│╔ą═║±░ÕĪŻīó▌üūė┐┐į┌ę╗ŲęŲäėŻ©šŁĄ─VŻ®┐╔ęį╩╣ÖCŲ„īó▒Ī░Õ▄ł│╔ąĪų▒ÅĮ���ĪŻĒö▌ü║═é╚(c©©)▌üę▓┐╔ęįāAą▒ęį║å╗»łAÕFÅØŪ·���ĪŻ
ę╗ą®ėĪ░µØL═▓Š▀ėąėąų·ė┌Åø║Žš█ÅØÖC║═ėĪ░µØL═▓ų«ķgĄ─ķgŽČĄ─╣”─▄ĪŻ
łD4═╣░µ▄ł▌üĄ─═╣Č╚▀mė├ė┌╠žČ©ĘČć·Ą─▓─┴Ž║═ÅØŪ·░ļÅĮ�ĪŻĒö▓┐Ą─įO(sh©©)ų├Š▀ėą▀^Č╚Ą─═╣░╝Ż©╔│┬®ą¦╣¹Ż®Ż¼ųąķgĄ─═╣░╝Ż©═╣╝yŻ®▓╗ūŃ����Ż¼Č°Ąū▓┐Ą─═╣░╝ą¦╣¹▌^╝čĪŻ
▀xō±──ę╗éĆŻ┐
Ž±š█ÅØÖCę╗śė���Ż¼░ÕŠĒ┐╔ęįĮēūĪś“╩ĮŲųžÖCĪŻ×ķ┴╦ßīĘ┼ŲųžÖC���Ż¼ę╗ą®▄ł▌üĦėąCNC╗“NCé╚(c©©)ų¦ō╬║═Ė▀╝▄ų¦ō╬����Ż¼╦³éāų¦ō╬łAų∙¾w▓óĘ└ų╣Ųõį┌▄łųŲ▀^│╠ųąę“ūįųžČ°Ž┬┤╣�����ĪŻ░Õ▌ü┐╔┼cļŖäėčb▌d┼_��Ż¼▀M┴Ž▌ö╦═ÖC║═┴Ń╝■Ēö│÷Ų„╝»│╔į┌ę╗Ų�����Ż¼╦∙ėą▀@ą®Č╝┐╔ęį╠ßĖ▀ą¦┬╩�Ż¼▌^ųžę¬Ą─╩ŪŻ¼┤_▒Ż▓┘ū„åT░▓╚½��ĪŻ
ą¦┬╩║═░▓╚½│╔×ķå¢Ņ}Ą─ĻP(gu©Īn)µI��Ż¼ą¦┬╩ė╚Ųõ╚ĪøQė┌ųŲįņ╔╠Ą─«a(ch©Żn)ŲĘĮM║Ž���ĪŻį┘┤╬┐╝æ]Š▀ėą▌^┤¾Æ▀┬ė░ļÅĮĄ─▓┐Ęų����ĪŻš█ÅØÖCŻ©īŹļH╔ŽŠ═╩Ū╚ßąįÖCąĄŻ®║▄┐╔─▄Ģ■╔·«a(ch©Żn)┴Ń╝■Ż¼Ą½─▄ʱĖ▀ą¦ĄžųŲįņ┴Ń╝■��Ż┐╚ń╣¹▓╗╩Ū▀@śė�����Ż¼▓óŪę╚ń╣¹įō▓┐╝■▀m║Ž▌üĄ─║±Č╚║═«a(ch©Żn)╔·░ļÅĮĄ──▄┴”��Ż¼ätŲĮ░Õ▌ü┐╔─▄╩ŪĖ³║├Ą─▀xō±�����ĪŻ
«ö(d©Īng)╚╗����Ż¼╦∙ėą▀@ą®Č╝╚ĪøQė┌╔╠ĄĻĄ─╚▌┴┐╦«ŲĮ║═«ö(d©Īng)Ū░žō▌dĪŻ╣▄└Ē╚╬║╬ųŲįņ▓┘ū„ėą³cŽ±ć°ļHŽ¾ŲÕ�����ĪŻųĄĄ├æcąęĄ─╩ŪŻ¼╚ń╣¹ę╗╝ę╔╠ĄĻōĒėą▀m║ŽŲõ«a(ch©Żn)ŲĘĮM║ŽĄ─ē║ÅØÖC║═ėĪ░µØL═▓��Ż¼─Ū├┤▀@ā╔┼_ÖCŲ„Č╝┐╔ęį│╔×ķŲÕ▒P╔Ž▌^ėąą¦Ą─┴Ń╝■
─·┐╔─▄ī”ęįŽ┬ą┼ŽóĖą┼d╚ż��Ż┐