���پ���܈�C(j��)�F���Ϸ����c���M(j��n)����߾����g(sh��)
�l(f��)���r�g��2021-10-06 �g�[����
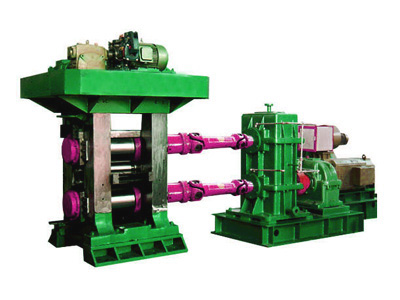
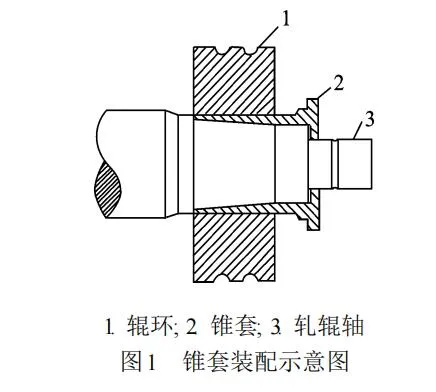
�ұ�ʽ�߾��ȸ��پ������a(ch��n)�����A(y��)��܈�C(j��)������܈�C(j��)�������A(y��)��܈�C(j��)��ƽ- �����沼��, ��܈�C(j��)��45���(c��) ������, ��܈݁�S�c݁�h(hu��n)֮�g����Ħ���M(j��n)���F��ʽ�o�I(li��n)�ӡ��F��(Ҋ�D1) ����֧�κ̶�݁�h(hu��n)����F���b��݁�h(hu��n)�ă�(n��i)��, �b��r���C݁�h(hu��n)��܈݁�S���S�綨λ, Ȼ��ͨ�^����Һ���bж���ߌ��F���F��(n��i)�םq �o�ڎ����F�ȵ�܈݁�S��݁�h(hu��n)֮�g��݁�h(hu��n)��(n��i)���c�F����A������F�׃�(n��i)�F���c܈݁�g�����^ӯ�����, �Դˁ����C�F�ײ�����܈݁�S�Ϯa(ch��n)���S����ƄӺ�������D(zhu��n)�������݁�h(hu��n)���F��܈݁�S�g���_���b��, ����ˮa(ch��n)Ʒ�ߴ羫��������Ħ��܈�C(j��)�M(j��n)���F�׃r���F, �ɱ���, ����u���Ç��a(ch��n)�F���������, �����D(zhu��n)���^���г��F(xi��n)���F �ה����������܈݁�S����ĥ��݁�h(hu��n)ը�ѵ��¹��������
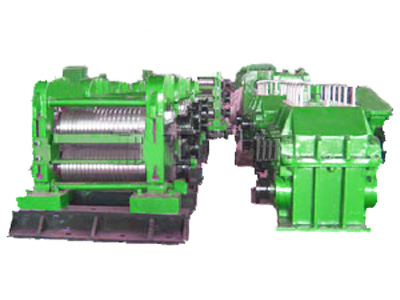
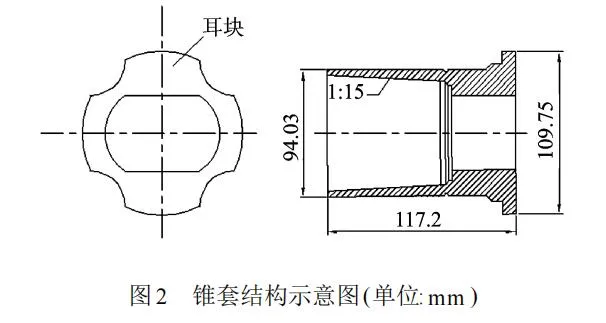
2 ��������(d��o)���F�׳��F(xi��n)���ϵ�ԭ��2.1 �������̎����ˇ����(d��ng) Ħ��ʽ�F�IJ��|(zh��)�� SA E4142 �Ͻ�Y(ji��)��(g��u)�(5 250 mm �F��) ��A ISI17- 4PH �������͟�P �(5 150 mm �F��)������Y(ji��)��(g��u)(Ҋ�D2) ���c���F�׃�(n��i) ���^��, �F�ı��^��, �^���D(zhu��n)�ٞ� 10 990 röm in, Ҫ���ƽ�������_(d��)5 000 (N ��m ); ܈݁�S�c�F���� �ϵ��F�w̎���|��e����85% , ��Ҫ���F�׳ߴ缰 ��λ����ȸ�, ����ֲڶȞ�014, ��(n��i)�F���Π ��� IT 5 ��, �⏽�c�F��ͬ�S��λ�ù���� IT 6 ���������F�ׇ��a(ch��n)���r, ��ҕ���ⷽ�ļӹ�Ҏ(gu��)�����|(zh��)��� ��(bi��o)��(zh��n), ��̎����ˇ��(d��o)����䓲ľC�����ܲ������ δ�M(j��n)����t̎��, �t�F������������P; ��ĥ���� �ߴ���y�_(d��)��Ҫ��, ��������a(ch��n)���¹ʵİl(f��)���������ж�����F�����ٴ�ʹ��ǰҪ�������W(w��ng)��ɰ ���м�(x��)��ϴ��(n��i)�F�����A�b����, ���C�b����o�P �����ë�̡����۵ȱ���ȱ��; ���ð��y�����F�ײ��� ��, �Ì��ó��ͷ�������Һ��ϴ, ���杍����, ���� �����ֽ��|�F���b����; �^���Ì����b�乤�ߌ��F �ײ���݁�h(hu��n)�ă�(n��i)�ס���ɰ��?zh��)��? �t���p���F��, �� ���F�ױ��愝��; ��ɰ��?zh��)��?x��), �tȥ����̫��, �F�� ����������FƤ����ȥ��, �ð��y�����F�ײ��Ƀ� ���^����, ���y������ë, ����F�ױ�������ë�m, ���y��ϴ�Ƀ���������F�ױ������������������ϴ��Ҏ(gu��) ��, ���b�䲻��(d��ng), �t�O��(d��o)���F����ĥ��U�������
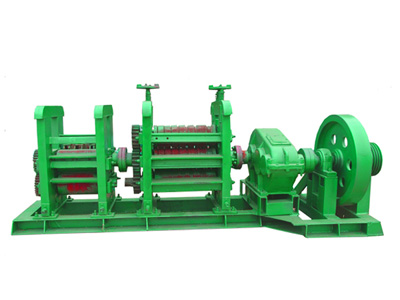
2.3���� �F���c݁�h(hu��n)�ߴ粻�� ���F���c݁�h(hu��n)�^ӯ����Դ�, �t������F���S �����y���b��; ������g϶�Դ�, �t������F�� �������P�g��(y��n)��, ���Դ���ϳߴ����P(gu��n)��Ҫ������� ����������ֻע�ظ�����ijߴ�, ���b�侫�ȡ���λ ����δ�o�������ҕ, �t����ӹ��^���в��ɱ���� ���a(ch��n)���ļӹ�ƫ��, �^�K�C�Ϸ�ӳ���b�侫����, ʹ �b�侫�����������Ϲ����_(d��)����Ҫ��, ��(d��o)���F����ǰ��U������3.1 ��������F�ײ��|(zh��)�x�����칤ˇ���M(j��n) ����Ħ��ʽ�F�IJ��Ϟ�SA E4142, ����(y��ng)�Ї� ���Ϟ�40CrM nM o��ͨ�^���F�Y(ji��)��(g��u)���|(zh��)��ˇ�� �g(sh��)�IJ���̽�����cĦ��ʽ�F�Č���, �^�K�x��� �F�ײ��|(zh��)��40CrN iM oA�������3.1.1 ����F�IJ��|(zh��)�x�� ����(n��i)��N�F�Ļ��W(xu��)�ɷ����1 ��ʾ������ 40CrM nM o ��40CrN iM oA ��̎�������W(xu��)���ܵı� �^�Y(ji��)�����2 ��ʾ�����������F���ڴ���800 ��ĸߜحh(hu��n) ���¹���, �ı�2 ��֪40CrN iM oA ��һ�N�ڸߜ��� ���иߏ�(qi��ng)�Ⱥ���׃��(qi��ng)�ȵĸߴ����, ��(j��ng)�{(di��o)�|(zh��)̎�� ��M�������(x��)ᘠ�ػ������w������x�F���w���� ��5% , ���̎�������W(xu��)���������^��, ���x�� 40CrN iM oA �����F�IJ��ϡ�3.1.2������� �F�����칤ˇ���M(j��n)�F������Ĺ�ˇ���̞�ģ��������������܇ ���{(di��o)�|(zh��)�����������������������t����ĥ����(1) ����̎��, ȥ����(y��ng)�����������������;(2) ��܇�r���߅�ӹ�����5 mm; (3) �{(di��o)�|(zh��)̎��, �ض�860��10��C �ʹ�, 610��10��C �ػ�, Ӳ�Ȟ�269�� 312 HB (28�� 34HRC); (4) ������, Ӳ�Ȟ�48�� 52HRC;(5) ������t, ����(qi��ng)�F����ĥ���������A(y��)�����P; ( 6) ��ĥ, ���C�F�׃�(n��i)���c��A��ͬ�S�Ȟ� 5 0102 mm��

3.2������� �ƶ�����Ҏ(gu��)�� (1) ���a(ch��n)���x����m�������W(w��ng)��ɰ����̖, �þI ��������y��; ���������F�������IJ���Ҏ(gu��)��, Ҫ�� �����ˆT��(y��n)���ղ���Ҏ(gu��)����(zh��)��, �������ֽ��|�b ����F(xi��n)��İl(f��)��; �ص���ϴ܈݁�S, ���C�b�����o ��֬; �F�ס�܈݁�S���|�����85% ����ʹ��; ʹ�� ���õ��b�乤�����(2) ͨ�^���M(j��n)�ڈD���ļӹ�����b�侫������ �M(j��n)�в��, ������ǰʹ�õ���r�M(j��n)�з������Y(ji��), Ҏ(gu��)�� ݁�h(hu��n)���F���g϶�� 0101�� 0103 mm; ����݁�h(hu��n)���F ��̖��, ݁�h(hu��n)̖���F��̖����(y��ng)���b; �b��r��ľ�N ����}�N�p�p��������ô�, ��(y��n)�����F�N�ô�, �ص� �Q����ϳߴ粻����������F��U��ͨ�^���ϸ��M(j��n), �F��ʹ�É������L��3�� 5 �� ��, �c�M(j��n)���F��ʹ�É����ஔ(d��ng), ���r��H���M(j��n)���F�� ��1ö3 ��������5 �Y(ji��)���Z ���ø��M(j��n)��ˇ����ć��a(ch��n)�F��ˇ���g(sh��)����, �ҳɱ��H���M(j��n)���F�� 1ö3 ����, ��(j��ng)��(j��)Ч��ʮ���@������