▀BĶT▀B▄łÖC▓╔ė├▀BĶT╝╝ąg(sh©┤)╔·«a(ch©Żn)Ą─ā×(y©Łu)³c
░l(f©Ī)▓╝ĢrķgŻ║2014-12-08 ×gė[Ż║┤╬
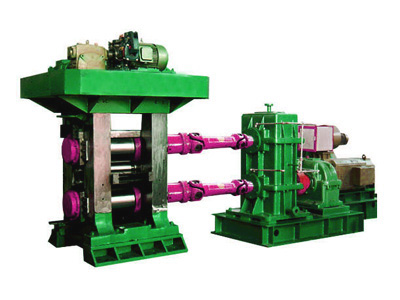
▀BĶT▀B▄łÖCĄ─╣ż╦ć╠ž³c╝░ų„ę¬▓┐╝■ĘųŅÉĘ©
▀BĶT▀B▄łÖC╩Ū░čĶTįņ║═¤ß▄ł╣żą“╚┌×ķę╗¾w���Ż¼īó╚█õXĄ─ę║æB(t©żi)Įī┘═©▀^▀BĶT▀B▄łÖC╔·«a(ch©Żn)│÷ŽÓ«öė┌¤ß▄ł║¾Ą─6—10mmĄ─│╔ŠĒĦ▓─�����Ż¼Š▀ėą╣ż╦ć║å╗»�����Ż¼═Č┘Y╔┘�Ż¼š╝Ąž├µĘeąĪ����Ż¼Į©įO(sh©©)ų▄Ų┌Č╠Ż¼─▄║─Ą═�Ż¼ą¦┬╩Ė▀Ż¼ė├╚╦╔┘����Ż¼▀\ąą┘Mė├║═╔·«a(ch©Żn)│╔▒ŠĄ═���Ż¼į┌«a(ch©Żn)ŲĘįO(sh©©)ėŗ╔ŽŻ¼▓╔ė├ę║ē║ē║╔ŽŻ©╗“ę║ē║ē║Ž┬Ż®š{(di©żo)╣Ø(ji©”)▌ü┐p�ĪóŅAæ¬(y©®ng)┴”ķ]╩Į┼ŲĘ╗Īóę║ē║ōQ▌üčbų├��Īó╗čµćŖ═┐���Īó╚½öĄ(sh©┤)ūų┐╔┐ž╣Ķš{(di©żo)╦┘ų▒┴„ļŖÖC“ī(q©▒)äė���ĪóŠ▀ėą░l(f©Ī)├„****Ą─ĶT▄ł▌ü╠ūĪŻ
▀BĶT▀B
▄łÖC░┤ų„ę¬▓┐╝■Ęų×ķ:
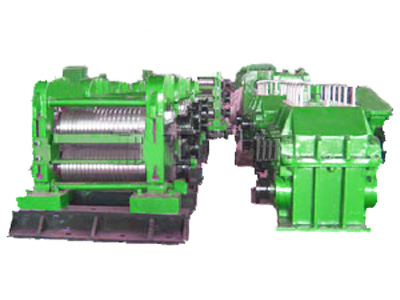
1.┴„▓█
2.│²ÜŌā¶╗»čbų├
3.▀^×Včbų├
4.┼ŲĘ╗
5.ĶT▄ł▌ü
6.╗čµØÖ╗¼čbų├
7.╝¶ŪąÖC
8.ŠĒ╚ĪÖC
9.ąČ┴ŽąĪ▄ć
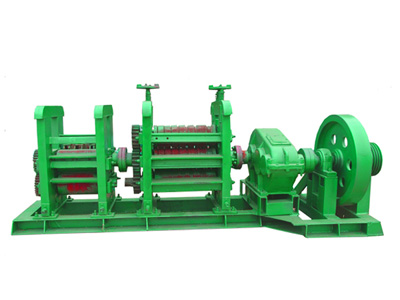
1.õXę║Š½¤Æ│²ÜŌ▀^×Vģ^(q©▒)
2.õXę║┴Žūņģ^(q©▒)
3.▄łÖC▒Š¾w
4.ųąķgÖCĮMģ^(q©▒)
5.Ų½ī¦▌ü╦═┴Žģ^(q©▒)
6.│╔ŲĘŠĒ▓─ģ^(q©▒)
─┐Ū░���Ż¼╩└Įń╔ŽįSČÓć°╝ę▓╔ė├╦«ŲĮ▀BĶT╝╝ąg(sh©┤)╔·«a(ch©Żn)ĶTĶF║═ĘŪĶFĮī┘░¶ą═┼„����Īó╣▄┼„�Īó┼„ĪóŠĆ┼„║═Ħ┼„���ĪŻ╦«ŲĮ▀BĶTįO(sh©©)éõ┐╔╔·«a(ch©Żn)ų▒ÅĮ10~400mmĄ─łA┼„��Ż╗═ŌÅĮ20~300mm��Īó▒┌║±ŻŠ4mmĄ─╣▄┼„���Ż╗▀ģķL20~300mmĄ─ĘĮ┼„║═īÆČ╚20~650mmĪó║±Č╚ŻŠ5mmĄ─Ħ┼„��ĪŻ╦«ŲĮ▀BĶT╝╝ąg(sh©┤)Ą─ā×(y©Łu)³cį┌ė┌Ż║1Ż®╦«ŲĮ▀B└m(x©┤)įO(sh©©)éõ▓╗ąĶę¬Ė▀╬╗ÅSĘ┐║═╔ŅŠ«�����Ż¼ÖCąĄ╗»│╠Č╚Ė▀����Ż¼▓┘ū„ĘĮ▒ŃĪŻ2Ż®┐╔ĶTįņ▓╗═¼ęÄ(gu©®)Ė±Ą─ĶT╝■�����Ż¼Ūę┐╔īóĶT╝■ĶTĄ├║▄ķL��ĪŻī”ė┌┼õų├═¼▓ĮõÅĄ─╦«ŲĮĶTįņÖC��Ż¼┐╔īŹ¼F(xi©żn)▀ģõÅŪą�����Ż¼▀ģ╔·«a(ch©Żn)ĪŻ3Ż®┐╔īóĮY(ji©”)Š¦Ų„░▓čbį┌▒Ż£žĀtŽ┬�����Ż¼Įī┘ę║į┌Ø▓ūó▀^│╠ųą▓╗Įėė|┐šÜŌ�����Ż¼▒╗╬█╚ŠĄ─┐╔─▄ąĪ�����Ż¼┐╔▒ŻūCĶT┼„┘|(zh©¼)┴┐���ĪŻ4Ż®į┌└õģsÅŖČ╚║═│÷┼„╦┘Č╚┼õ║ŽŪĪ«ö?sh©┤)─ŪķørŽ┬�����Ż¼┐╔Ą├ĄĮ┴╝║├Ą─▒Ē├µ┘|(zh©¼)┴┐║═¤oŲ½╬÷Ą─ā╚(n©©i)▓┐ĮM┐Ś����ĪŻ
─·┐╔─▄ī”ęįŽ┬ą┼ŽóĖą┼d╚ż��Ż┐